如果结果不匹配,请
如果结果不匹配,请 
 更多“为了提高轧制不锈钢的(),轧制前在钢带两头要焊接引带。”相关的问题
更多“为了提高轧制不锈钢的(),轧制前在钢带两头要焊接引带。”相关的问题
第2题
已知300mm四辊冷轧机,工作辊直径D工=120mm,辊颈直径d工=75mm,支撑辊直径D支=300mm,辊颈直径d支=150mm,L=300mm,支撑辊轴承中心线之间距离a=545mm,支撑辊辊身边缘至轴承中心线距。55离c=122.5mm;轧辊弹性模数E=2.1*10,轧辊剪切弹性模量G=0.8*10;轧制08Al钢带,轧制力Pz=1110KN,钢带宽B=206mm,试计算轧辊的弹性压扁量。
第3题
已知300mm四辊冷轧机,工作辊直径D工=120mm,辊颈直径d工=75mm,支撑辊直径D支=300mm,辊颈直径d支=150mm,L=300mm,轧辊材质为钢;支撑辊轴承中心线之间距离5a=545mm,支撑辊辊身边缘至轴承中心线距离c=122.5mm;轧辊弹性模数E=2.1*10,轧辊剪5切弹性模量G=0.8*10;轧制08Al钢带,轧制力Pz=1110KN,钢带宽B=206mm,取工作辊中部与板边的温度差为5℃,试计算轧辊的热凸度△D热。
第4题
在钢板轧机上热轧低碳钢板,轧辊的工作直径为500mm,轧辊的材质为锻钢,轧制速度为6m/s,轧制温度为1000℃,该道轧制前后的轧件厚度为6和5mm,试计算前滑。(已知中性角公式γ=α/2(1-α/2f),前滑公式自行推导。

第5题
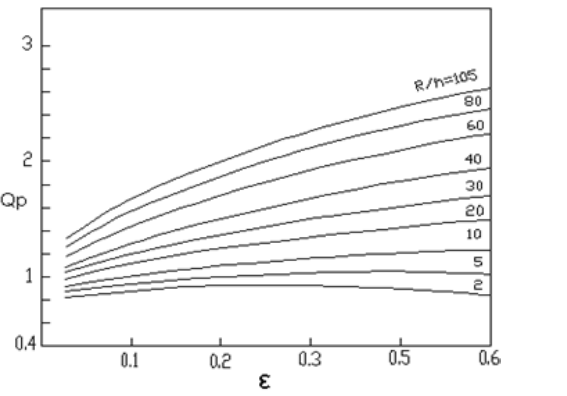
在φ880轧机上热轧低碳钢板,轧制温度为1100℃,轧前厚为H=95mm,轧后厚为h=66.4mm,板宽为620mm,轧制速度为V=2.5m/s,此时的变形抗力σs=82Mpa,求轧制力。西姆斯公式Qp=f(R/h,ε)曲线。
第6题
在轧辊直径D=530mm,辊缝S=20.5mm,轧辊转速n=100r/min,在箱型中轧制45号钢,轧前尺寸H×BH=202.5×174mm2,轧后尺寸h×Bh=173.5×176mm2轧制温度t=1120℃。求轧制力。
第10题
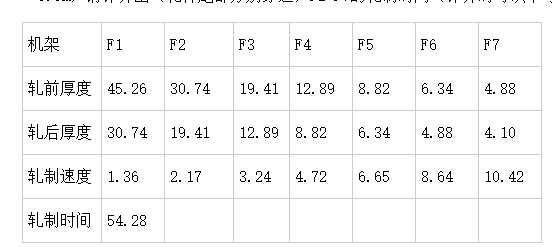
已知精轧机轧制4.05mm厚度的带钢时的实际轧制厚度及F1-F7出口的轧制速度(见下表),(各机架之间的距离为5.5m)请计算出(轧件尾部分别穿过)F2-F7的轧制时间(计算时可以不考虑轧机的前滑和后滑)。