

 如果结果不匹配,请
如果结果不匹配,请 
 更多“根据()定律,人们可计算出轧制前后轧件的尺寸变化。”相关的问题
更多“根据()定律,人们可计算出轧制前后轧件的尺寸变化。”相关的问题
第2题
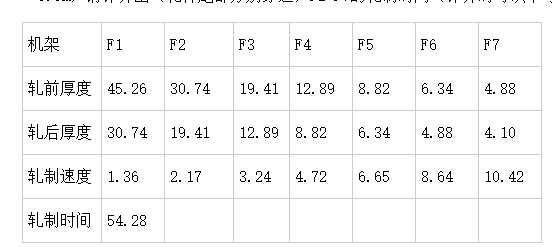
已知精轧机轧制4.05mm厚度的带钢时的实际轧制厚度及F1-F7出口的轧制速度(见下表),(各机架之间的距离为5.5m)请计算出(轧件尾部分别穿过)F2-F7的轧制时间(计算时可以不考虑轧机的前滑和后滑)。
第3题
在钢板轧机上热轧低碳钢板,轧辊的工作直径为500mm,轧辊的材质为锻钢,轧制速度为6m/s,轧制温度为1000℃,该道轧制前后的轧件厚度为6和5mm,试计算前滑。(已知中性角公式γ=α/2(1-α/2f),前滑公式自行推导。

第4题
简单轧制条件下,轧辊直径500mm,轧件轧前尺寸为100×100mm,轧后尺寸为80×110mm,摩擦系数f=0.35。计算:(1)压下率、宽展和宽展指数, (2)可满足自然咬入条件的最大压下量。
第8题
在φ650轧机上轧制钢坯尺寸为100mm×100mm×200mm,第1轧制道次的压下量为35mm,轧件通过变形区的平均速度为3m/s,试求:(1)第1道次轧后的轧件尺寸(忽略宽展)(2)第1道次的总轧制时间(3)轧件在变形区的停留时间(4)变形区的各基本参数(咬入角和变形区长度)。
第9题
在直径为650mm的轧机上轧制钢坯尺寸B=100mm,H=100mm,l=200mm,第一轧制道次的压下量为35mm,轧件通过变形区的平均速度为3m/s时,试求。
(1)第一道次轧后的轧件尺寸(忽略宽展);
(2)第一道次的总轧制时间。















