

 如果结果不匹配,请
如果结果不匹配,请 
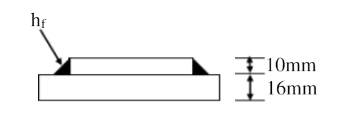
 更多“角焊缝的构造要求,最小焊角尺寸为hf>1.5,t2为较厚焊件…”相关的问题
更多“角焊缝的构造要求,最小焊角尺寸为hf>1.5,t2为较厚焊件…”相关的问题
第4题
储罐浮顶的焊接中,为减少收缩变形和应力,正确的焊接顺序是()。
A.船舱内外的边缘板,应先焊立焊,后焊角焊缝
B.浮顶的焊接,应采用收缩变形最小的焊接工艺和焊接顺序。浮顶的焊接顺序与罐底中幅板的焊接顺序相同
C.船舱与单盘板连接的焊缝,应在船舱与单盘板分别焊接后施焊。焊工应对称均匀分布,并沿同一方向分段退焊
D.焊工应对称均匀分布,采用连续焊法
第5题
T形接头单面不开坡口的角焊缝,焊脚高K=10mm,余高C=1mm,母材为20g钢,焊条为E5015,问焊缝长度为5m时的焊条消耗量是多少?(提供的已知:E5015焊条药皮质量系数Kb=0.32,焊条转熔系数Kn=0.79,熔敷金属截面积计算公式A=K/2+KC)。
第6题
制定焊接工艺的原则中,以下表述不正确的是:()。
A.首先焊接不致对其他焊缝形成刚性约束的焊缝。
B.每条焊缝焊接时应保持其一端能自由收缩。
C.手工焊焊接板列时,应先焊边接缝,后焊端接缝。
D.构架与板缝相交时,应先焊好板缝,再焊构架间的对接缝,最后焊接构架间的角焊缝和构架与板的角焊缝。
第9题
焊件在组对前应将坡口表面及附近母材(内、外壁)的油、漆、垢、锈等清理干净,直至发出金属光泽,清理范围要求()。
A.对接接头:坡口每侧各为(10~15)mm
B.对接接头:破口每侧各为(10~20)mm
C.角接接头:(焊脚尺寸K值+10)mm
D.埋弧焊接头:(以上清理范围+5)mm
E.埋弧焊接头:(以上清理范围+10)mm















